


Quá trình gia công cơ học là một khâu quan trọng để xử lý vật liệu nền. Giúp bề mặt vật liệu đồng đều, trơn nhẵn, giúp cho lớp mạ bám chắc và đẹp.. Đặc biệt, đối với các sản phẩm yêu cầu lớp mạ có độ bóng sáng cao thì việc gia công cơ học trước là rất quan trọng.
Có thể thực hiện gia công cơ học bằng nhiều cách: mài, đánh bóng , quay xóc,…. Quá trình này thường sử dụng các loại máy mài cơ, máy xóc rung, máy đánh bóng rung, bánh mài, …
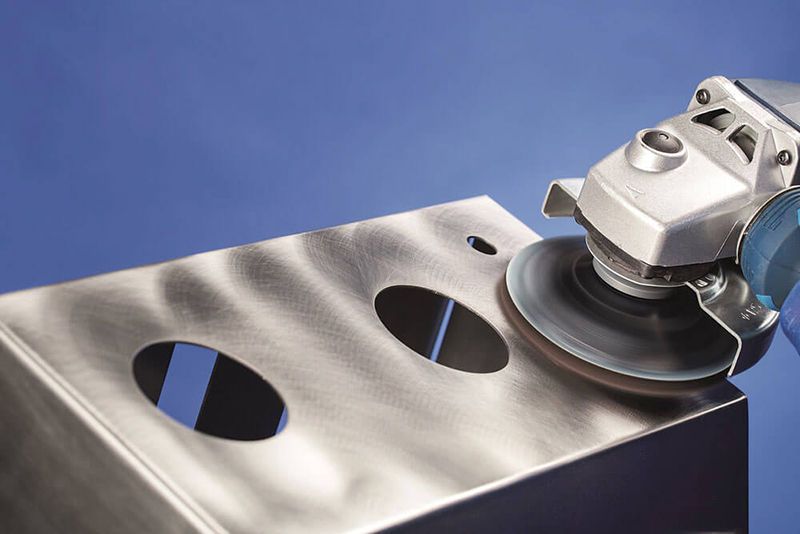
Mài và đánh bóng
Mài và đánh bóng giúp loại bỏ hết gỉ sét, oxit, chất bẩn, … và đạt được độ nhẵn, độ bóng theo yêu cầu cho bề mặt kim loại.
Độ nhám là hiệu số chiều cao giữa các điểm lồi và điểm lõm trên bề mặt. Có thể kiểm tra độ nhám bề mặt bằng cách so với mẫu chuẩn hoặc bằng cách đo độ nhám trên máy profilometer.
Mài làm cho bề mặt sạch hết gỉ, tạp chất,… bề mặt trở nên đồng đều và nhẵn hơn. Sau khi mài xong có thể đạt Rz = 25 – 160µm tùy cỡ cát mài và cách gia công.
Đáng bóng là làm cho bề mặt sau khi mài trở lên nhẵn thêm và bóng sáng lên, nhờ dùng cát mịn hơn. Sau khi đánh bóng có thể đạt đến Rz = 0,1 µm.
Mài và đánh bóng đều thực hiện bằng cách dùng máy mài, máy rửa tự động, máy tự động… Làm quay bánh mài, hoặc quay các vòng băng, trên mặt có gắn các hạt mài và tuỳ các vật cần gia công vào để mài hoặc đánh bóng.
Quay
Quay để làm sạch bề mặt cho các vật nhỏ khỏi các vết bẩn, mùn tẩy trong axit, khuyết tật; quay còn để mài hay đánh bóng bề mặt nữa. Quay các vật gia công đồng thời với vật liệu mài hay đánh bóng trong thùng quay. Trong quá trình quay các chỗ lồi của vật gia công cọ xát với nhau và với vật liệu mài nên sẽ bị mòn đi.
Có thể quay khô không có vật liệu mài hoặc quay ướt cùng chất lỏng và vật liệu mài. Quay khô thường dùng để hoàn thiện lần cuối cho ốc vít cỡ nhỏ để loại bỏ góc cạnh sắc, và bề mặt nhẵn bóng hơn. Quay ướt thường được dùng ở các bước trước khi mạ nhằm làm sạch hết các mùn tẩy trong axit; cũng như làm cho bề mặt nhẵn hơn.
Khi quay ướt với mục đích mài nhẵn phải dùng cát, sỏi nhỏ, mảnh sứ, mẩu thép vụn, bi thép,… Còn quay ướt với mục đích đánh bóng phải dùng bi thép, mùn cưa và các vật liệu khác. Chất lỏng trong thùng quay ướt là dung dịch Na2CO3 2-3%, dung dịch H2SO4 hay HCl loãng, dung dịch kiềm hay muối amon loãng.
Xóc phun
Xóc
Vật gia công cùng với hạt mài, chất độn, chất hoạt động bề mặt đổ chung vào khoang chứa và được rung theo những tân số và biên độ khác nhau. Xóc được dùng để mài, đánh bóng, làm sạch cho các vật đúc, làm sạch gỉ, dấu vết ăn mòn, tăng độ nhẵn…
So với gia công trong thùng quay thì xóc cũng tương tự, nhưng có những ưu điểm sau:
– Năng suất cao
– Gia công đều cả 2 mặt cả mặt trong và ngoài
– Dùng được cho cả vật mảnh, giòn có nhiều kích thước khác nhau, cơ khí hoá, và tự động hoá việc tháo nắp nạp liệu dễ dàng
– Dễ áp dụng vào các dây truyền mạ tự động.
Phun
Dùng khí nén, chất lỏng,… phun vật liệu mài với tốc độ lớn đập lên bề mặt kim loại nhằm làm sạch nó. Có nhiều cách phun: phun cát, phun bi, phun nước và hạt mài.
Gia công bằng cách phun làm cho bề mặt kim loại biến cứng nguội, trở nên vững chắc, tốt hơn, bề mặt mờ đều nên hấp phụ tốt ánh sáng, dùng cho thiết bị quang học rất phù hợp.
Mọi thắc mắc cũng như quan tâm về sản phẩm hóa chất Quý khách hàng vui lòng liên hệ:
CÔNG TY TNHH CN & PT ATH VIỆT NAM
Hotline: 0986 504 869 – 0986 066 244
Email: athvietnam@athgroup.com.vn
Fanpage: Công nghệ xi mạ ATH





